Ojeté vozy s nevhodnou péčí jsou pokryté korozí. Někdy, pokud se tento problém nevyřeší včas, je nutná úplná výměna jednotlivých částí těla. V tomto případě není svařovací práce dost. A sami sebe sváření karoserií vyžaduje dovednosti a přinejmenším malý zážitek.
Pro svařování s karoserií je nejvhodnější volbou použití poloautomatického svářecího stroje. To vám umožní pracovat s libovolnou tloušťkou materiálu: od 0,7 do 4 mm. V tomto intervalu se hodí například jako tenčí křídla a silné ramena.
Obsah
- 1 Metody spojování prvků v automobilovém svařování
- 1.1 Párování
- 1.2 Kloub překrytí
- 1.3 Svařované elektrické nýty
- 2 Typy svarů
- 2.1 Pevné přerušované
- 2.2 Pevný
- 2.3 Je tečkovaná
- 3 Místo pro šití
- 4 Příprava materiálu pro svařování
- 5 Nastavení proudového svařování
- 6 Nastavení knoflíků
- 6.1 První případ
- 6.2 Druhý případ
- 6.3 Třetí případ
- 6.4 Čtvrtý případ
- 7 Možné problémy s provozem poloautomatického svařování
- 7.1 Chybný výběr proudu
- 7.2 Nesprávné nastavení svorky v podávacím mechanismu
- 7.3 Nízká spotřeba plynu
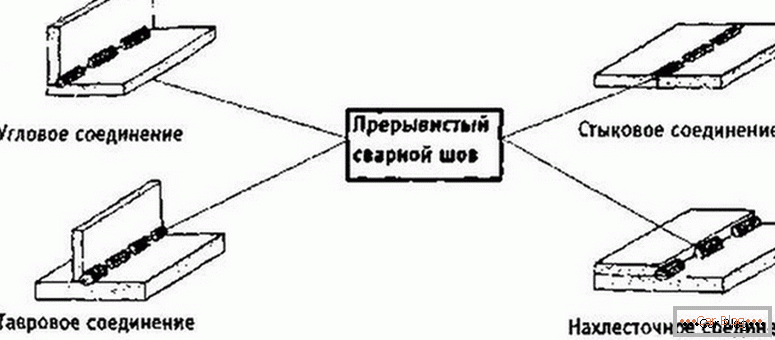
Metody spojování prvků v automobilovém svařování
Různé jednotky a možnosti opravy stroje pomocí svařovacích prací naznačují jiný přístup k propojení nových vložek se starým tělesem. Zvažte tři hlavní způsoby instalace kovového latoku.
Párování
Svařování karoserie s poloautomatickým zařízením se nejčastěji provádí pomocí tupého kloubu. Tímto způsobem nevytváří další zbytečné zhušťování na těle. Tato metoda se používá při svařování náplastí nebo malých vložek, které nejsou vystaveny velké pevnosti v tahu.
Typy připojení
Než začnete pracovat s náplastími, můžete odstranit zkosení ze stran, které se mají svařovat.
Pokud je tloušťka plechu až 2 mm, můžete to udělat bez zkosení. Tato metoda párování vyžaduje obtížnější seřízení svařovacího kusu a připravené části karoserie vozidla. Vyrovnání by mělo být omezeno na minimum, a v ideálním případě je třeba bez nich. Metoda se obvykle používá pro vnější prvky obličeje.
Při provádění této operace musí mít svářeč dostatečně vysokou kvalifikaci.
Svařování na tupo
Práce se provádí za použití pevného bodového švu. Vysoce kvalitní výsledky nevyžadují časově náročné narovnání a dlouhé odizolování. Někdy je dostatek tmelu a malty. Tlustší plechy ze železa se snáze svařují a mohou být také svařeny pevným bodovým švem. Varení tenkého plechu je těžší.
Kloubový spoj
Takové spojení je nejjednodušší, a proto se rozšířilo mezi svářeči automobilů. Takže jeden z kovových kusů je na sobě navzájem překrytý, zatímco otvor je zcela zablokován, což musí být patched.
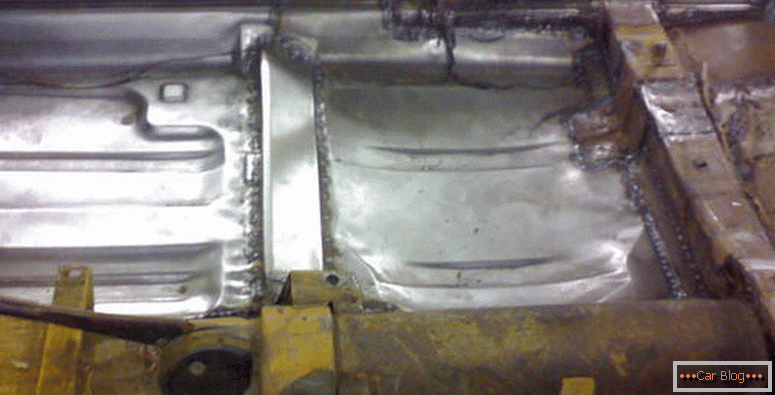
Svařování se překrývá
Metoda je vhodná pro svařování silových konstrukcí: prahy, podpěry apod.
Svařované elektrické nýty
Taková metoda je spíše druh překrývání. Nicméně je to podobné bodové svařování. Aktivně se používá při svařování v automobilovém průmyslu. Například se používá k instalaci nových křídel, výztužných podložek na rámu karoserie.
Typy svarů
I přes metody páření se v každém případě svařovací technika poloautomatického stroje týká použití různých druhů švů. Existují tři oblíbené možnosti švu:
- pevný;
- bodkovaný;
- pevné přerušované.
Typy stehů
Každá z nich může být překládána v jakémkoliv ze způsobů párování, a to jak na překrytí, tak na spodních spojích.
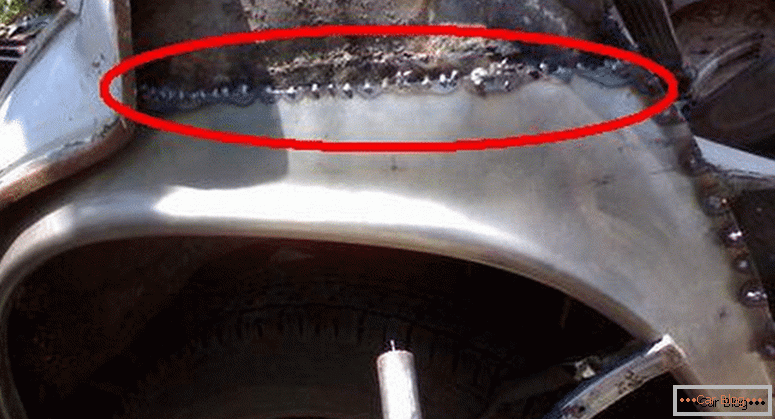
Viz také: Co dělat, když světla světla mlhy uvnitř?Pevné přerušované
Takovým švem je periodické střídání kontinuálních sekcí a fraktur bez kovů. Umělec vybírá nezávisle intervaly od náplně. To se provádí tak, aby nebylo "zatáhnuto" kov navařeného prvku nebo rámové konstrukce na vozidle.
V tomto případě dochází ke snížení přehřátí plechů, což přispívá k neměnným fyzikálním vlastnostem ocelové slitiny, ze které jsou vyrobeny kombinované díly.
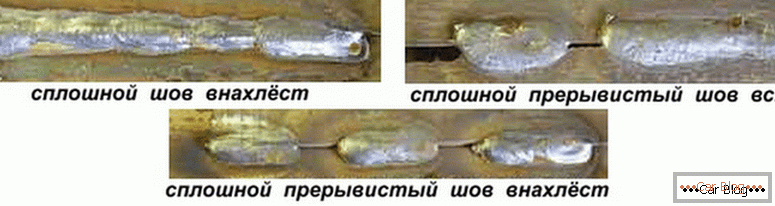
Pevná
Může mít podobu kontinuálního "nalévání" roztaveného kovu a také vypadá jako velké množství bodových svarů, které se nacházejí velmi blízko sebe. Tato metoda má téměř žádný význam v automobilovém designu. Přestože lze použít s téměř jakoukoliv tloušťkou kovu.
Použití tohoto švu omezuje "elasticitu" celé struktury. Během provozu stroje se mohou objevit i únavové trhliny.
Je tečkovaná
Jméno mluví samo za sebe. Svařování poloautomatickým strojem a spojování kovových plechů se provádí pomocí svařovaných bodů, které jsou rozmístěny podél spojovací čáry ve stanoveném intervalu. Vzdálenost mezi těmito body je stanovena technologickou nutností a může být od několika centimetrů do několika milimetrů.
Místo pro šití
Práce mohou nastat v různých rovinách:
- horizontální "horní svařování";
- horizontální "spodní svařování";
- vertikální šev.
Nejvýhodnější je možnost svařování "nahoru". V této poloze je šev zcela naplněn, vyplňuje všechny prázdné prostory a mezery. Méně výhodná volba pro vertikální práci. V tomto případě se musíte ujistit, že kov neteče dolů po švu.
Nejtěžší metoda svařování zahrnuje "práci ze spodku".
S touto polohou se šev získává pod spojovacími prvky a neustále má tendenci k toku dolů. Proto musíte mít dovednost pracovat v takové poloze, aby nedošlo k narušení kvality svařování.
Příprava materiálu pro svařování
Před zahájením svařování je třeba povrch připravit. K tomu je vyčištěn ze všech typů znečištění:
- stopy koroze;
- nátěrové barvy a nátěry, včetně námořní dopravy;
- ochranné a ochranné vrstvy;
- všechny typy maziv.
Přítomnost takových látek může snížit kvalitu překryvného švu nebo úplně bránit průchodu proudu okruhem.
Jiné negativní účinky také nastat:
- plyn, který vzniká při spalování hořlavých zbytků, může vytvořit porézní, nekvalitní konstrukci svaru;
- takové plyny mohou "vyfouknout" kov z místa svařování, což vede k otvoru a roztavený kov může způsobit popáleniny;
- znečištění způsobují velké množství kouře, které mohou vést k otravě spalovacími produkty nebo způsobit požár.
Povrchy by měly být těsně spojeny.
Bezpečnost při práci
Pro tento účel se používají různé svorky a západky. Dočasné upevnění pomocí šroubů nebo šroubů je také povoleno.
Nastavení proudového svařování
Pro začínající svářeče, kteří nepracovali s tenkými plechy menšími než 1 mm, doporučujeme provádět praxe nejen na pracovních plochách vozu, ale provádět experimentální svařování nepotřebných tenkých kusů.
Při svařování na vozidle je nutné dodržovat bezpečnostní opatření:
- protože experimentální desky nepotřebují vzít galvanizované vzorky, jelikož páry budou jedovaté;
- není možné pracovat v silném ponoru nebo větru, protože to způsobí vyfukování plynu ze svařovací zóny, což sníží kvalitu práce nebo úplně znemožní práci.
Velikost svařovacího proudu je přímo úměrná tloušťce kovu. U listů malé tloušťky je třeba nastavit proud v rozmezí 40-60 A.
Většina současných regulátorů na poloautomatických zařízeních nemá absolutní graduaci, ale relativní. Proto je třeba zkontrolovat přesný aktuální indikátor podle pokynů.
Správnost zvoleného proudu ukazuje kvalitu svaru. Různé napětí v elektrické síti ovlivňuje výstupní parametry zařízení. Proto se nastavení přístroje provádí ve větší míře experimentálním výběrem poloh nastavovacích knoflíků.
Viz také: Antikorozní ochrana karoserie vozidlaNastavení regulátorů
Příkladem by bylo poloautomatické zařízení. Helvi Panther 132. Má tři regulátory, které ovlivňují aktuální parametr. Dvě přepínací přepínače mají pouze dvě polohy: "1" a "2" v prvním, "min" a "max" ve druhém. Třetí hladce reguluje podávání drátu. A rychlost, kterou je drát přiváděn, závisí na množství proudu. To znamená, že zařízení nezávisle reguluje proud v závislosti na podávání drátu.

Automatické poloautomatické zařízení pro svařování
Jako příklad můžete nastavit nastavení této poloautomatické pro různé tloušťky kovu, který je svařen. Tenký plech dobře "uvařil" na nastavení: "1", "max" a hladké nastavení bylo na "7". Tlusté listy lépe vyzkoušejte instalaci: "2", "max", "8".
Během práce s poloautomatickým zařízením může docházet k různým výsledkům svařování. V závislosti na aktuální síle můžete získat následující výsledky:

Výsledek svařování různým proudem
První případ
Proud je příliš malý, takže nedochází k rozmetání kovu nad povrchem a část se nezahřívá, což brání páření. Ukazuje se absence "selhání". Potřeba zvýšit proud.
Druhý případ
Proud je správně nastaven, kov je dostatečně rozptýlený a ohřev svařované části je patrný. Na zadní straně listu je patrná malá kovová kapka.
Třetí případ
Proud je větší než povolená hodnota. Roztavená kapka z drátu je příliš "uklouzla". Na druhé straně je zřejmá velká kapka roztaveného kovu.
Čtvrtý případ
Významný přebytek povoleného proudu do takové míry, že se vytvářejí výboje napříč-konce. Vyžaduje výrazné snížení síly proudu, dokud se nezjistí malá kapka bez hoření.
Možné problémy s provozem poloautomatického svařování
Ne všechny práce se provádějí v normálním režimu. Kvůli provozním chybám nebo chybnému vybavení může dojít k neobvyklým situacím.

Chybný výběr proudu
Když je proud nastaven příliš vysoko, dochází k vyhoření v kovu. Může také tvořit kapku roztaveného drátu, který vyčnívá z měděného hrotu. Pokud k takové situaci dojde, dodatečné podávání drátu může způsobit zlomení, když opustí podavač.
Špatné nastavení svorky v podávacím mechanismu
Je-li průchod drátu měděným hrotem zablokován, rozbije se v podavači. To znamená příliš mnoho přítlaku. Při správném nastavení se drát zkracuje spíše než se zlomí. Tato událost ukazuje opak - upínací síla dostatečně nefixuje kabel.
V takovém případě může dojít k "uchopení" špičky a nesouvisí s velikostí instalovaného proudu.
Stejné výsledky se vyskytují, když je přívod drátu příliš pomalý.
Nízká spotřeba plynu
V takové situaci je nutné správně nastavit převodovku. Můžete se zaměřit na přibližnou spotřebu 8-10 litrů za minutu s průměrem drátu 0,8 mm. Přestože příručka pro poloautomatické přístroje navrhne, že bude obsahovat až 3 litry, v praxi to nestačí.


